An independent electrical and industrial distribution company with a focus on innovation and operational excellence needed to improve efficiency on one of their packaging lines. Downed containers were making their way to the labeling equipment, causing inconsistent application, unplanned downtime, and potential product waste. The customer required a reliable way to detect and reject downed bottles before they entered the labeling phase, without disrupting the existing line setup.
Morrison Solution
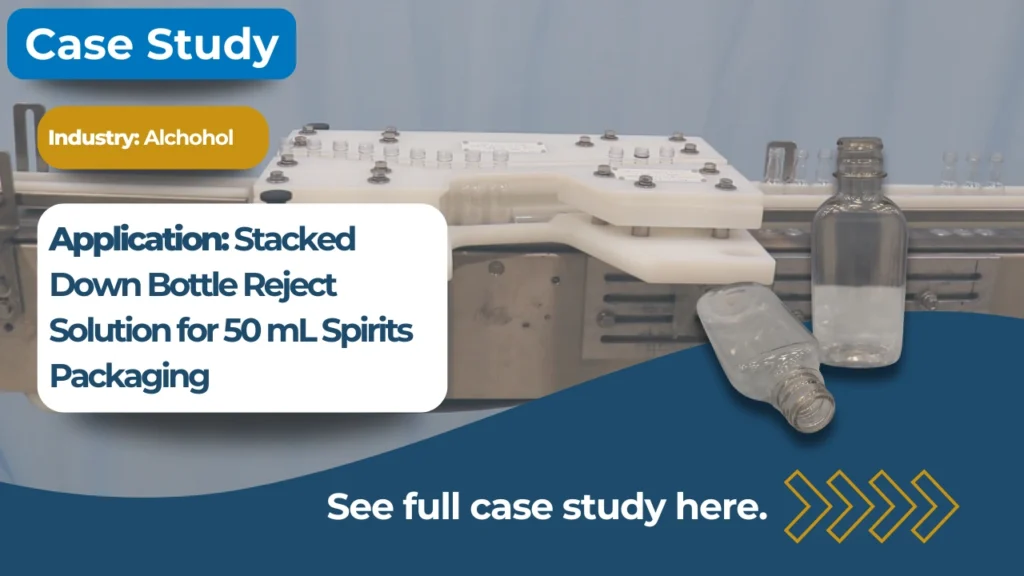
Morrison engineered a tailored rejection system to address the challenge, focusing on performance, ease of integration, and long-term reliability. Installed prior to the labeler, the solution was designed specifically for 13-ounce round containers and helped improve process control by preventing problematic containers from reaching the labeling stage. To support accurate installation and consistent performance, Morrison also provided a custom fixture and sent a field service technician for on-site implementation. The result was a streamlined and effective way to maintain container integrity and minimize production interruptions.
Construction
To meet the demands of this application, Morrison supplied a robust set of components built for durability, alignment accuracy, and ease of maintenance. All elements were engineered to handle the physical and operational requirements of a high-output packaging environment:
Precision-engineered 304 stainless steel core plate with right- and left-side mounting hardware
High-performance UHMW reject rail assemblies (up to 36 inches) with color-coded plugs for simplified identification
Custom setup fixture designed to confirm precise installation positioning
One-day professional installation by a Morrison field service technician
Results
The new downed container rejection system significantly improved upstream container control and labeling consistency. By removing problematic containers before they could impact downstream equipment, the customer experienced smoother product flow, reduced labeling errors, and a measurable reduction in line interruptions. This proactive approach to container handling helped support overall line efficiency while preserving packaging quality and minimizing waste.