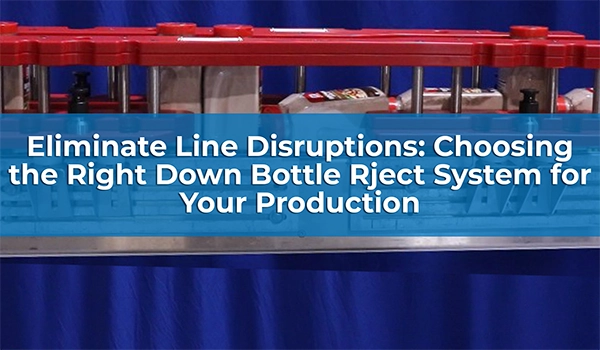
Are down bottles disrupting production and causing costly product loss on your packaging lines? When bottles tip, fall, or jam, downtime increases, waste piles up, and overall packaging line efficiency takes a hit. Understanding the most common down bottle causes is critical to reducing unplanned downtime, preventing waste, and helping to ensure product quality. In this post, we’ll break down why down bottles occur and how to prevent them.
What Are Down Bottles?
Down bottles are containers that have tipped, fallen over, or become misaligned on the packaging line. Anyone who’s spent time on a packaging floor has seen it happen. One bottle tips, the next few pile up behind it, and suddenly the line stops. The operators must clear the jam and reset the equipment. These types of packaging issues negatively impact production, increasing downtime, causing product damage, and reducing line efficiency.
The Most Common Down Bottle Causes
Down bottles are typically caused by one or more of the following factors:
- Mechanical issues
- Container issues
- Product issues
- Line setup and operational issues
Understanding how these factors interact is key to effective packaging line troubleshooting.
Mechanical Causes of Down Bottles
Mechanical issues are a primary contributor to down bottles. Something as simple as conveyor misalignment can lead to bottles toppling over. Conveyors may become misaligned when belts are not level, guides are worn, or rollers are uneven, all of which can disrupt bottle tracking.
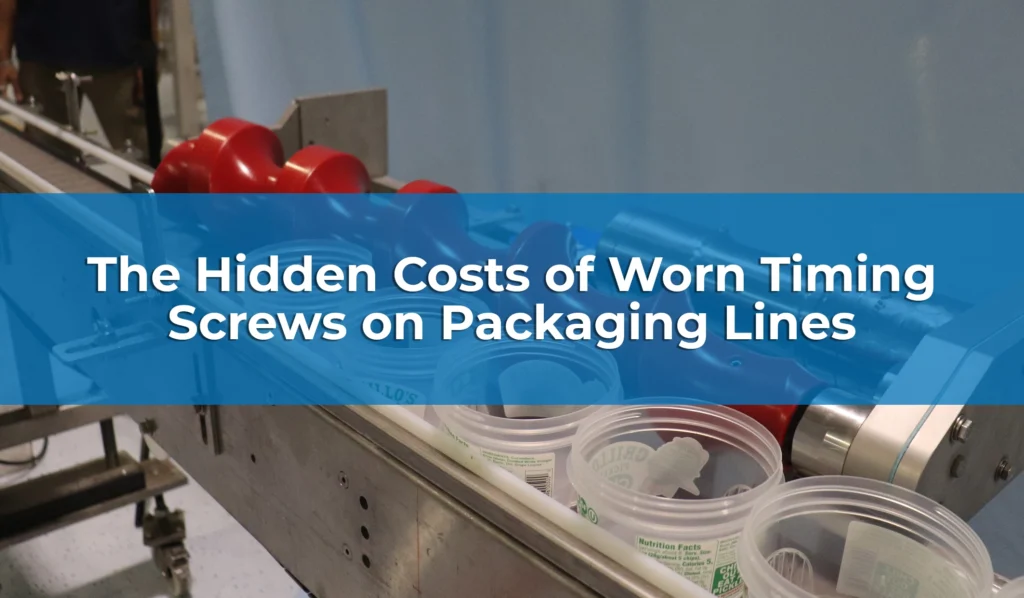
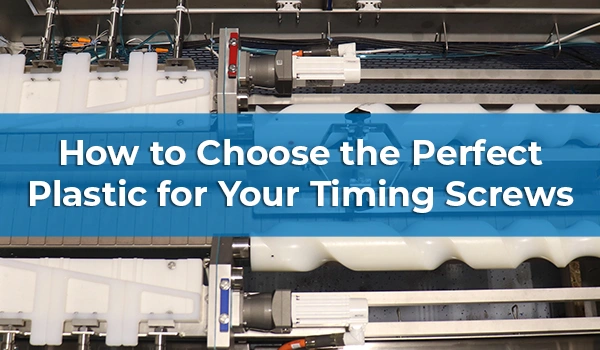
Faulty or worn equipment is another common cause. Damaged belts, loose or misaligned star wheels, malfunctioning or worn timing screws, twist block issues, and failing bearings reduce control and precision, increasing the likelihood of bottles tipping. Star wheel problems can introduce sudden side forces that knock bottles off balance.
In some cases, the equipment itself may be mechanically sound, but operational conditions still lead to downed bottles. Excessive vibration or shock—often caused by motors, fill heads, or nearby machinery—can destabilize containers and result in tip-overs.
Container Issues Causing Down Bottles
When troubleshooting down bottles, it’s important not to overlook the containers themselves. Irregularly shaped or damaged bottles with dents, warping, or deformed bases can compromise stability and tracking. These defects prevent the bottle from sitting flat on the conveyor, leading to wobbling or unpredictable movement.
Inconsistent bottle weight or material can also affect container stability. Variations between containers, even within the same SKU, can alter the center of gravity and rigidity. Lightweight or thin-wall bottles are especially prone to tipping, especially when exposed to vibration, air movement, or minor line impacts. Off-spec bottles with uneven thickness, warped bases, or inconsistent neck finishes may rock, spin, or snag at guides and transfer points.
Product Issues Causing Down Bottles
If the container itself is not the source of down bottles, the issue may lie with the product inside. Fill-level variations, such as overfilling or underfilling, can shift the container’s center of gravity and reduce stability on the line.
In beverage operations, foaming or excessive carbonation can introduce internal movement and pressure fluctuations. This internal activity can cause bottles to surge, rock, or become top-heavy, making them more susceptible to tipping, particularly at higher line speeds or during transfers and accumulation.
Line Setup & Operational Causes of Down Bottles
Line setup and operational issues are another major source of down bottles. Improper timing or line speed is a frequent culprit. Excessive conveyor speeds, incorrectly timed star wheels, and poor acceleration or deceleration transitions can cause equipment components to become unsynchronized. When this happens, bottles lose stability and control, increasing the risk of tipping.
Incorrect guide or rail settings also play a significant role. Guides and rails are essential for keeping bottles upright and properly aligned, but down bottles can occur when rails are worn or misaligned, set too wide or too narrow, positioned at an improper height, or adjusted incorrectly for the bottle ‘s size or shape.
Finally, human error during setup or maintenance can contribute to down bottles. Rushed changeovers, insufficient operator training, failure to verify settings or walk the line after adjustments, and inconsistent adjustments between shifts all introduce variability that increases the risk of unstable bottles.
How to Diagnose Down Bottle Issues
Getting to the root of bottle tipping requires focused investigation and a methodical approach. Rather than guessing, take time to observe the process and identify where instability begins. Here’s how to troubleshoot down bottles effectively:
- Observe the packaging line closely. Slow the line down and focus on problem areas to see where bottles begin to lose control.
- Check mechanical alignment and guides. Inspect conveyors, star wheels, timing screws, and guides for misalignment, wear, or looseness.
- Inspect the bottles themselves. Look for irregularities, inconsistencies, or damage that could affect balance or tracking.
- Evaluate line speed. Confirm the operating speed matches the container’s shape, weight, and center of gravity, and adjust as needed.
Preventative Measures & Solutions
While it’s not possible to eliminate down bottles entirely, proactive measures can significantly reduce their frequency. Routine equipment inspection and preventive maintenance are the first line of defense. Line components should be checked regularly for wear, looseness, or misalignment, with maintenance schedules standardized and documented to help ensure consistency across shifts.
Operator and maintenance training also plays a key role. Teams should understand how line speed, timing, and guide adjustments affect bottle stability. Simple setup and verification checklists, such as confirming guide positions and walking the line after adjustments, help reduce setup-related issues.
Before bottles enter the line, proper inspection is essential to confirm they meet design and quality specifications. Removing damaged, warped, or inconsistent bottles reduces the risk of instability during production.
Line speed and guide settings should always be matched to the bottle’s shape, weight, and center of gravity. Lightweight, tall, or uniquely shaped containers often require reduced speeds, tighter control points, or adjusted guide heights to maintain consistent bottle control.
Operator and maintenance training also plays a key role. Teams should understand how line speed, timing, and guide adjustments affect bottle stability. Simple setup and verification checklists, such as confirming guide positions and walking the line after adjustments, help reduce setup-related issues.
| DOWN BOTTLE TROUBLESHOOTING QUICK REFERENCE | ||
| Observed Issue | Likely Cause | Recommended Action |
| Bottles tipping at infeed | Line speed too high | Reduce speed and observe stability |
| Bottles wobbling in curves | Guides too wide or misaligned | Adjust guide width and height |
| Frequent down bottles after changeover | Setup error | Re-verify checklist and walk the line |
| Bottles catching at star wheel | Timing misalignment | Re-time star wheel to conveyor |
Take Control of Down Bottles on Your Packaging Line
Down bottles are a common challenge on packaging lines, but they don’t have to be a constant source of downtime. By understanding the most common causes—mechanical issues, container and product variations, and line setup errors—and applying consistent troubleshooting and preventive practices, manufacturers can reduce bottle misalignment, improve stability, and keep their lines running efficiently.
Struggling with down bottles on your packaging line? Morrison Container Handling Solutions can help. From timing screws and change parts to fully custom container handling equipment, we design solutions that keep packaging lines running smoothly.
Contact us to request a quote or discuss a solution tailored to your operation.
Contact Information:
- Phone: +1(708) 756-6660
- Email: info@morrison-chs.com